塑胶件注塑加工,CNC模具加工,塑胶件模具制造,放心选择
15228660202
082-52818802

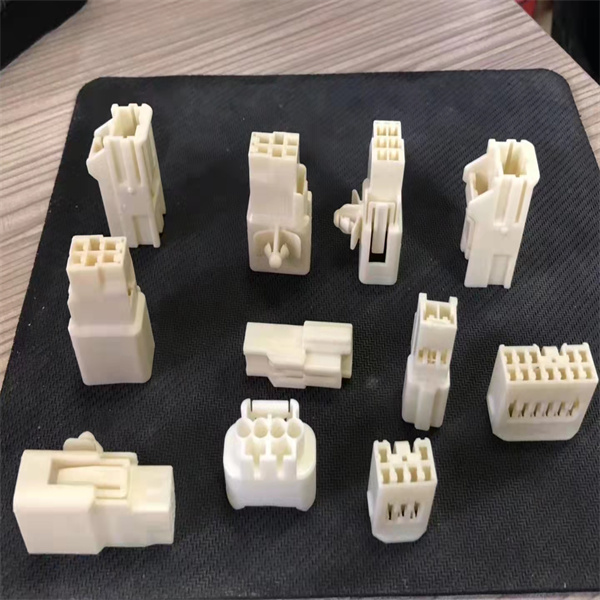
你知道成都模具注塑加工成型进程中.有或许存在的缺点。

成都模具注塑加工成型进程中或许会遇到这样和那样的问题,.有或许遇到的缺点会是什么呢?笔者告知你,成都模具注塑加工成型进程中.有或许遇到缺点如下1.注塑件缺点的特征注塑进程不完全,由于模腔没有填满塑料或注塑进程短少某些细节。
2.或许呈现问题的原因,(1).注塑速度缺乏。(2).塑料缺料(3).螺杆在行程完毕处没留下螺杆垫料。(4).运转时刻改变。(5).射料缸温度太低。(6).注塑压力缺乏。(7).射嘴部分被封。(8).射嘴或射料缸外的加热器不能运作。(9).注塑时刻太短。(10).塑料贴在料斗喉壁上。(11).注塑机容量太小(即打针分量或塑化才能)。(12).模温太低。 (13).没有整理洁净模具的防锈油。(14).止退环损坏,熔料有倒流现象。
3.解决方法:(1).添加注塑速度。(2).查看料斗内的塑料量。(3).查看是否正确设定了打针行程,需要的话进行更改。(4).查看止逆阀是否磨损或呈现裂缝。(5).查看运作是否安稳。(6).添加熔胶温度。(7).添加背压。(8).添加注塑速度。(9).查看射嘴孔有没有异物或未塑化塑料。(10).查看一切的加热器外层用安培表检验能量输出是否正确。(11).添加螺杆向前时刻。(12).增料斗喉区的冷却量,或降低射料缸后区温度。(13).用较大的注塑机。(14).适当升高模温。(15).整理洁净模具内的防锈剂。(16).查看或替换止退环。
注塑件尺寸差异:1.注塑件缺点的特征:注塑进程中分量尺寸的改变超过了模具、注塑机、塑料组合的生产才能。2.或许呈现问题的原因:(1).输入射料缸内的塑料不均。(2).射料缸温度或波动的范围太大。(3).注塑机容量太小。(4).注塑压力不安稳。(5).螺杆复位不安稳。(6).运作时刻的改变、溶液黏度不一致。(7).打针速度(流量操控)不安稳。(8).使用了不适合模具的塑料品种。(9).考虑模温、打针压力、速度、时刻和保压等对产品的影响。
现在经过小编分享你对成都模具注塑加工成型进程中.有或许存在的缺点了解了吗,想了解更多咨询欢迎重视公司官网 。
 您暂无未读询盘信息!
您暂无未读询盘信息!
 网站地图
网站地图 RSS
RSS


 当前位置:
当前位置:


 热门推荐
热门推荐