塑胶件注塑加工,CNC模具加工,塑胶件模具制造,放心选择
15228660202
082-52818802

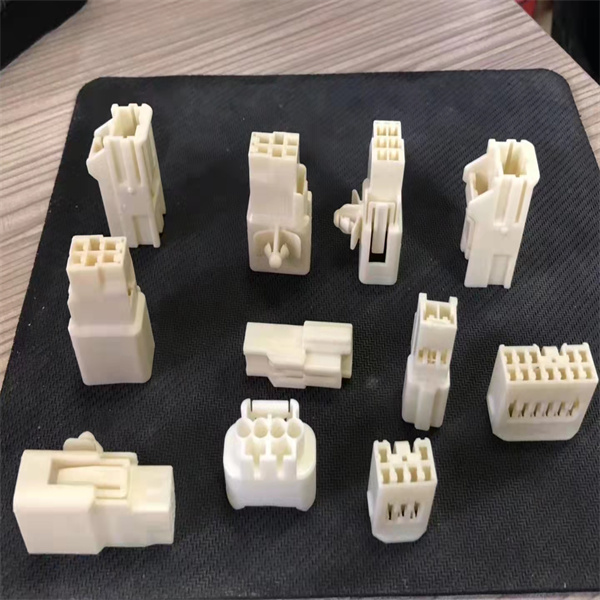
在四川注塑加工的运用比较普遍,那么我们要如何使用好了?跟小编一起探寻四川注塑加工的奥秘。
1. 浇口脱料艰难
在注塑进程中,浇口粘在浇口套内,不易脱出。开模时,成品呈现裂纹损害。此外,操作者有必要用铜棒..从喷嘴处敲出,使之松动后方可脱模,严峻影响出产功率。这种缺点首要要素是浇口锥孔亮光度差,内孔圆周方向有刀痕。其次是资料太软,运用一段时刻后锥孔小端变形或损害,以及喷嘴球面弧度太小,致使浇口料在此处发生铆头。浇口套的锥孔较难加工,应尽量选用标准件,如需自行加工,也应克己或收买专用铰刀。锥孔需经过研磨至Ra0.4以上。此外,有必要设置浇口拉料杆或许浇口顶出。
2.大型模具动定模偏移
大型模具因各向充料速率不一样,以及在装模时受模具自重的影响发生动、定模偏移。在上述几种情况下,打针时侧向偏移力将加在导柱上,开模时导柱外表拉毛、损害,严峻时导柱曲折或堵截,乃至无法开模。
为了处理以上疑问,在模具分型面上增设高强度的定位键四面各一个,简洁有用的是选用圆柱键。导柱孔与分模面的笔直度至关首要,在加工时是选用动、定模对准 方位夹紧后,在镗床上一次镗完,这么可..动、定模孔的同心度,并使笔直度差错小。此外,导柱及导套的热处理硬度有必要抵达方案恳求。
3. 导柱损害
导柱在模具中首要起导向作用,以..型芯和型腔的成型面在任何情况下互不相碰,不能以导柱作为受力件或定位件用。
在几种情况下,打针时动、定模将发生无穷的侧向偏移力。塑件壁厚恳求不均匀时,料流经过厚壁处速率大,在此处发生较大的压力;塑件旁边面不对称,如阶梯形分型面的模具相对的两旁边面所受的反压力不相等。
4. 动模板曲折
模具在打针时,模腔内熔融塑料发生无穷的反压力,通常在600~1000公斤/公分。模具制作者有时不注重此疑问,通常改动原方案标准,或许把动模板用低强度钢板替代,在用顶杆顶料的模具中,由于两边座跨距大,构成打针时模板下弯。
故动模板有必要选用优良钢材,要有满足厚度,切不行用A3等低强度钢板,在必要时,应在动模板下方设置支持柱或支持块,以减小模板厚度,前进承载才调。
5. 顶杆曲折,开裂或许漏料
克己的顶杆质量较好,便是加工本钱太高,如今通常都用标准件,质量要差一些。顶杆与孔的空隙假定太大,则呈现漏料,但假定空隙太小,在打针时由于模温增加,顶杆胀大而卡死。
更风险的是,有时顶杆被顶出通常间隔就顶不动而折断,作用一次合模时这段暴露的顶杆不能复位而撞坏凹模。为了处理这个疑问,顶杆从头修磨,在顶杆前端保存10~15毫米的协作段,基地有些磨小0.2毫米。悉数顶杆在装置后,都有必要严厉检查起协作空隙,通常在0.05~0.08毫米内,要..悉数顶出安排能进退自若。
6. 冷却不良或水道漏水
模具的冷却作用直接影响成品的质量和出产功率,如冷却不良,成品缩短大,或缩短不均匀而呈现翘面变形等缺点。另一方面模全体或有些过热,使模具不能正常成型而停产,严峻者使顶杆等活动件热胀卡死而损坏。
冷却体系的方案,加工以商品形状而定,不要由于模具构造杂乱或加工艰难而省去这个别系,分外是大中型模具必定s 充沛考虑冷却疑问。
7. 滑块倾斜,复位不顺
有些模具因受模板面积捆绑,导槽长度太小,滑块在抽芯动作结束后暴露导槽外面,这么在抽芯后时期和合模复位初时期都简略构成滑块倾斜,分外是在合模时,滑块复位不顺,使滑块损害,乃至压弯损坏。依据阅历,滑块结束抽芯动作后,留在滑槽内的长度不该小于导槽全长的2/3。
8. 定距拉紧安排失灵
摆 钩、搭扣之类的定距拉紧安排通常用于定模抽芯或一些二次脱模的模具中,因这类安排在模具的两旁边面成对设置,其动作恳求有必要同步,即合模一同搭扣,开模到一 定方位一同脱钩。
一旦失掉同步,必定构成被拉模具的模板倾斜而损坏,这些安排的零件要有较高的刚度和耐磨性,调整也很艰难,安排寿数较短,尽量防止运用, 能够改用别的安排。
在抽心力比照小的情况下可选用绷簧推出定模的办法,在抽芯力比照大的情况下可选用动模撤退时型芯滑动,先结束抽芯动作后再分模的构造,在大型模具上可选用液压油缸抽芯。斜销滑块式抽芯安排损坏。
这种安排较常呈现的缺点大多是加工上不到位以及用料太小,首要有以下两个疑问:
斜销倾角A大,利益是能够在较短的开模行程内发生较的大抽芯距。可是采纳过大的倾角A,当抽拔力F为必定值时,在抽芯进程中斜销遭到的曲折力 P=F/COSA,也越大,易呈现斜销变形和斜孔磨损。
一同,斜销对滑块发生向上的推力N=FTGA也越大,此力使滑块对导槽内导向面的正压力加大,然后增加了滑块滑动时的抵触阻力。易构成滑动不顺,导槽磨损。依据阅历,倾角A不该大于25。
9. 注塑模具中排气不畅
注塑模具中常常有气体发生,这是由啥发生的?
浇注体系与模具型腔中存有的空气;有些质料富含没有被枯燥扫除的水分,它们在高温下会气化成水蒸气;由于在注塑时温度太高,某些性质不安稳的塑料会发生分化而发生气体;塑料质料中的某些增加剂蒸腾或许彼此化学反响生成的气体。
一同排气不良不畅的原因,也需求从速找出来。注塑模的排气不良将会给塑件的质量等许多方面带来一系列的损害,首要体现:在注塑进程中熔体将替代型腔中的气体,假定气体排出不及时将会构成熔体充填艰难,致使打针量短少而不能充溢型腔;扫除不畅的气领会在型腔中构成高压,而且在必定的紧缩程度下进入至塑料的内部,构成空泛,气孔,安排疏和银纹等质量缺点;
由于气体被高度紧缩,使得型腔内温度急剧上升,进而致使周围熔体分化、炙烤,使塑件呈现有些碳化和烧焦景象。它首要呈如今两股熔体的合流处,浇口凸缘处;气体的扫除不畅,使得进入各型腔的熔体速度不一样,因而易构成活动痕和熔合痕,并使塑件的力学功用下降;由于型腔中气体的阻挠,会下降充模速度,影响成型周期,下降纳税功率。
塑件中气泡的散布,模腔中积存空气所发生的汽泡,常散布在与浇口相对的部位上;塑料质料中分化或化学反响发生的气泡则沿塑件的厚度散布;塑料质料中残存水气化发生的气泡,则不规矩地散布在悉数塑件上。
每天一个四川注塑加工小知识,你学废了吗?
 您暂无未读询盘信息!
您暂无未读询盘信息!
 网站地图
网站地图 RSS
RSS


 当前位置:
当前位置:


 热门推荐
热门推荐