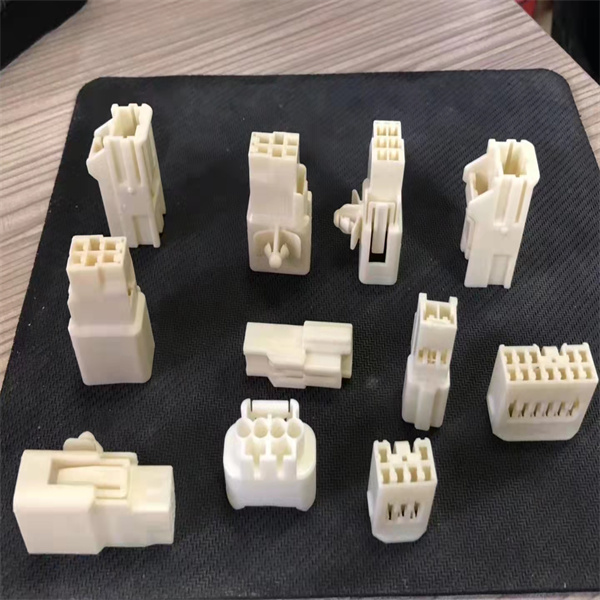
塑胶件注塑加工,CNC模具加工,塑胶件模具制造,放心选择
15228660202
082-52818802

你知道在现在市场上成都注塑加工冷却时间的操控重要吗?
在成都注塑加工过程中,塑料注塑加工件的冷却时间是时长基本是整个周期的80%。这也就意味着冷却时间的重要性,冷却不到位是会影响一般会导致翘曲或表面缺点,然后影响产品的尺度稳定性。合理安排打针,压力和冷却时间可以进步产品质量和生产率。
零件的冷却时间一般是指从塑料熔体填充注模模具腔体到可以翻开零件并取出零件的时间。通过翻开模具取出零件的时间规范一般是基于零件已完全固化并具有必定的强度和刚度。脱模时不会变形和决裂。即便运用相同类型的塑料进行模制,其冷却时间也会随壁厚,熔融塑料的温度,模制件的脱模温度和打针模制温度而改动。没有发布在所有情况下均能正确计算冷却时间100%的公式,仅发布了在适当假定基础上计算出的公式。计算公式还取决于冷却时间的界说。

成都注塑加工一般将以下三个规范用作冷却时间参看根据:
参看根据一 塑料打针成型部分壁.厚部分的中心层温度,冷却至低于塑料的热变形温度所需的时间;
参看根据二 塑料打针成型零件的横截面中的平均温度,冷却到规矩的模具出口温度所需的时间;
参看根据三 结晶塑料模制件壁.厚部分的中心层温度,冷却至其熔点以下所需的时间或到达规矩的结晶百分比所需的时间。
在求解公式时,一般进行以下假定:
将塑料注入注塑模具中,将热量传递到注塑模具中进行冷却;
模腔中的塑料与模腔严密接触,并且由于冷却缩短而不会分离。熔体和模具壁之间的传热和流动没有阻力。接触时熔体和模具壁的温度已变得相同。就是说,当将塑料填充到模腔中时,工件的表面温度等于模壁的温度;当模腔的温度等于模壁的温度时,工件的表面温度等于模壁的温度。
在塑料打针成型零件的冷却过程中,打针模腔表面的温度始终保持均匀;
注塑模具表面的导热程度是确认的; (熔融填充过程被视为等温过程,并且资料温度均匀)
塑性取向和热应力对零件变形的影响可以忽略不计,零件的尺度对凝固温度没有影响。
你现在知道成都注塑加工的冷却时间的操控的重要性了吧,欢迎关注公司官网。
 您暂无未读询盘信息!
您暂无未读询盘信息!
 网站地图
网站地图 RSS
RSS


 当前位置:
当前位置:


 热门推荐
热门推荐